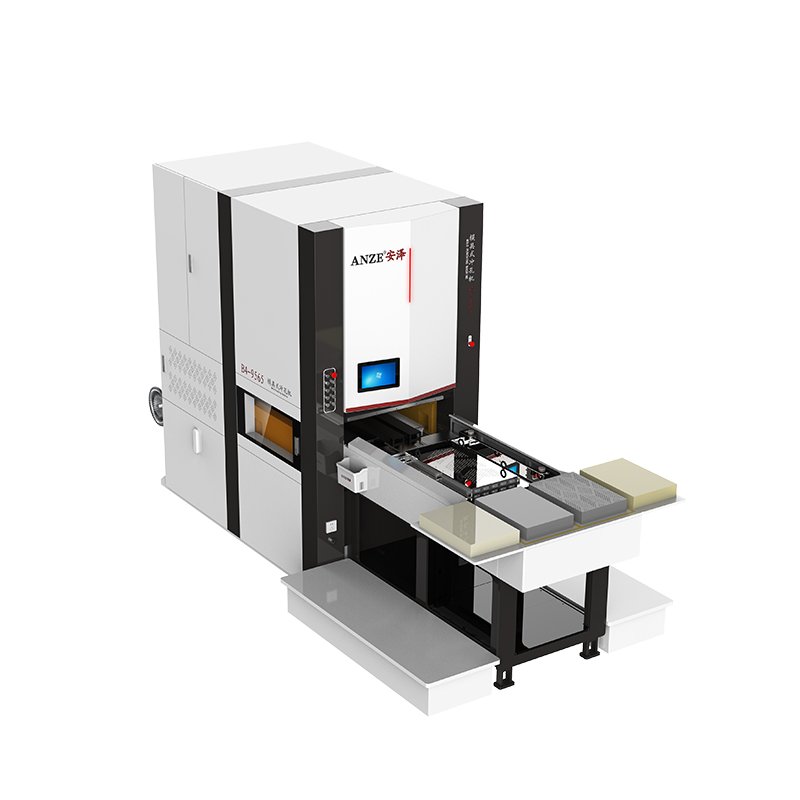
Why Tool Breakage Is a Critical Problem in Leather Perforating Machine Operations
In modern manufacturing, especially in industries such as automotive interiors, luxury furniture, and sports equipment, multi-layer leather perforation is becoming increasingly common. However, when processing stacked or laminated leather materials, one of the most persistent and costly challenges is punch needle or mold breakage.
Tool failure in a machine à perforer le cuir not only increases downtime but also leads to:
- Inconsistent hole quality
- Increased maintenance costs
- Production delays
- Material waste
With over 20 years of experience, Anze has engineered advanced solutions that significantly reduce and even eliminate tool breakage in demanding multi-layer perforation scenarios.
This article provides a deep technical analysis of:
- Why punch needles and molds fail
- The mechanical and material causes behind breakage
- How advanced leather perforating machine systems solve these issues
- Why Anze’s solutions outperform conventional machines

1. Why Punch Needle Breakage Occurs in Leather Perforating Machine Systems
1.1 Excessive Load in Multi-Layer Perforation
When perforating multiple layers:
- Resistance increases exponentially
- Punching force exceeds tool tolerance
- Stress concentration leads to fracture
1.2 Misalignment Between Punch and Die
Even slight misalignment can cause:
- Side loading on the punch needle
- Uneven stress distribution
- Premature tool failure
1.3 Material Variability in Leather
Leather is a non-uniform material:
- Different densities
- Varying thickness
- Hidden hard spots
These factors create unpredictable resistance during punching.
1.4 High-Speed Operation Without Control
At high strokes per minute (SPM):
- Impact forces increase
- Heat builds up
- Tool fatigue accelerates
2. Why Mold Breakage Happens in Traditional Leather Perforating Machine Designs
2.1 Rigid Mold Structures
Traditional molds:
- Lack flexibility
- Cannot absorb shock
- Crack under repeated stress
2.2 Uneven Pressure Distribution
Without proper pressure control:
- Certain areas bear excessive force
- Localized stress causes failure
2.3 Poor Material Selection for Tools
Low-quality tool steel leads to:
- Reduced durability
- Faster wear
- Higher breakage rates
3. Engineering Principles Behind Anze Leather Perforating Machine Solutions
To solve tool breakage, Anze focuses on four core principles:
- Force control
- Alignment precision
- Material adaptability
- Tool durability
4. Intelligent Force Control in Anze Leather Perforating Machine
4.1 Servo-Driven Punching System
Unlike traditional mechanical systems, Anze machines use:
- Servo-controlled punching
- Adjustable force profiles
- Smooth force application
This reduces sudden impact loads.
4.2 Adaptive Pressure Adjustment
The machine automatically adjusts force based on:
- Material thickness
- Number of layers
- Resistance feedback
5. Precision Alignment System to Prevent Tool Damage
5.1 CNC Positioning Technology
Anze's CNC perforating leather machine assure :
- Micron-level alignment
- Accurate punch-to-die positioning
5.2 Anti-Deviation Structure
Special mechanical design prevents:
- Lateral movement
- Punch bending
- Off-center impact
6. Advanced Tooling Design in Anze Leather Perforating Machine
6.1 High-Strength Tool Materials
Anze uses premium-grade materials:
- High-speed steel (HSS)
- Tungsten carbide options
These materials offer:
- High wear resistance
- Improved toughness
6.2 Optimized Tool Geometry
Engineering improvements include:
- Reinforced punch tips
- Optimized cutting angles
- Reduced stress concentration

7. Shock Absorption Technology
7.1 Impact Dampening Mechanism
Anze machines incorporate:
- Buffer systems
- Shock-absorbing components
This reduces peak stress on tools.
7.2 Reduced Vibration Design
Low vibration ensures:
- Stable operation
- Longer tool life
8. Multi-Layer Material Handling Capability
8.1 Layer-Adaptive Processing
The machine detects and adapts to:
Layer count
Material density
8.2 Uniform Pressure Distribution
Ensures consistent force across all layers.
9. Real-Time Monitoring and Protection System
9.1 Load Monitoring Sensors
Sensors detect:
- Overload conditions
- Abnormal resistance
9.2 Automatic Stop Function
The system stops instantly to prevent:
- Tool breakage
- Machine damage

10. Heat Management in High-Speed Leather Perforating Machine
10.1 Reduced Friction Design
Minimizes heat generation.
10.2 Cooling Solutions
Optional cooling systems:
- Extend tool life
- Maintain performance
11. Comparison: Traditional vs Anze Leather Perforating Machine
| Feature | Traditional Machine | Anze Machine |
|---|---|---|
| Force Control | Fixed | Adaptive |
| Alignment | Manual | CNC Precision |
| Tool Life | Short | Extended |
| Breakage Rate | Haut | Minimal |
| Multi-layer Capability | Limited | Advanced |
12. Industry Applications Requiring Multi-Layer Perforation
12.1 Automotive Interiors
- Seat covers
- Enveloppements de volant
12.2 Furniture Manufacturing
- Sofas
- Upholstery
12.3 Sports Equipment
- Racket handles
- Protective gear
13. Cost Impact of Tool Breakage
Tool failure leads to:
Downtime
Replacement costs
Production inefficiency
Anze solutions significantly reduce these costs.
14. Why Choose Anze Leather Perforating Machine Manufacturer
20+ years of experience
20+ machine models developed
Proven global applications
Customized solutions

15. Best Practices to Prevent Tool Breakage
Even with advanced machines:
- Use proper tooling
- Perform regular maintenance
- Monitor machine parameters
16. Future Trends in Leather Perforating Machine Technology
- AI-based load prediction
- Smart tooling systems
- Fully automated production
Eliminating Tool Breakage with Advanced Leather Perforating Machine Technology
Punch needle and mold breakage is one of the most critical challenges in multi-layer leather perforation. However, with advanced engineering solutions—such as those developed by Anze—this problem can be effectively solved.
By combining:
Intelligent force control
Precision alignment
Advanced tooling
Real-time monitoring
Anze’s leather perforating machine systems deliver:
Longer tool life
Higher production efficiency
Superior perforation quality
For manufacturers working with multi-layer leather, investing in a high-performance leather perforating machine manufacturer like Anze is the key to achieving stable, high-quality production.
Forts d'une équipe expérimentée et qualifiée, nous maîtrisons les caractéristiques de divers matériaux ainsi que les technologies de transformation, ce qui nous permet de personnaliser nos machines de perforation du cuir selon vos besoins. N'hésitez pas à nous contacter pour toute question ! WhatsApp : +86 180 0298 0031
Comment installer et entretenir la machine ?
Certains modèles sont livrés assemblés en usine. Les grands équipements sont emballés en plusieurs parties et un manuel d'installation est fourni. Tous les équipements sont équipés de manuels d'utilisation en chinois et en anglais.
Les clients peuvent envoyer quelqu'un à l'usine d'Anze pour apprendre ou nous envoyons des experts techniques pour fournir une formation sur place.
Quelles sont les exigences en matière d'environnement de travail de la machine ?
Le Machine à poinçonner le cuir à commande numérique doit être fixé sur une table stable et l'environnement doit être maintenu propre et ordonné afin d'éviter tout contact avec la poussière, l'électricité statique, l'humidité et les copeaux qui pourraient entraîner une défaillance des pièces.
Quelle est votre politique en matière de service après-vente ?
Nous disposons d'une équipe après-vente expérimentée, d'un service en ligne 24h/24 et d'un système après-vente complet. Nous disposons d'un support de formation en usine, d'un support technique vidéo pour l'entretien des machines à l'étranger, d'un support en ligne et d'ingénieurs.
Êtes-vous disponible pour une invitation sur place ?
Bien entendu, nous vous invitons à visiter notre entreprise et à établir une communication directe afin de faire progresser les affaires mutuelles.
Quel est le délai de livraison ?
Le délai de livraison varie en fonction de la quantité commandée et de la personnalisation, et se situe généralement entre 7 et 10 jours ouvrables.